Economiser - Superheater - Reheater
Super Heater – Re-Heater and Economiser “USER SONIC CLEANING”
SuperHeaters;
Super heater provide to increase steam cycle efficiency by given heat to wet steam from the intermediate heating surfaces. The higher the glow temperature, the higher the efficiency. the factor that limited glow temperature is resistance of the superheating material.
In practise, In horizontal and vertical convection boilers is used in boilers with large water volumes and in low slope water tube boilers, hanging type vertical convection superheaters in vertical water tube boilers, radiation superheaters or combined superheaters in radiation boilers. Degree of dryness of wet steam that outgoing of the heating surfaces of steam boilers are between 0,95 and 0,99. With this wet steam can be heated by giving heat at pressure with super heater. Heating process increases steam cycle efficiency and reduces erosion.
The example from our installations for these systems;
Miller Power Plants belong to Southern Company located ABD. They use the units that burn the coal. The Power Plants are equipped with sonic cleaning systems.
The sonic cleaning system was installed in reheater, economiser, superheater that located inside the unite 1 and unite 2 in the boiler.
The obtained results after the sonic cleaning system installation is below;
- Reduced maintenance and operating cost
- İncreased power output
- More fuel efficient
- Increased life of boiler pipes
- Increased heat flow efficiency
- Less effect to environment

Economisers ;
The boiler feed water can heated with the smoke gases inside the economiser before enter to heating surfaces of the boiler. Thus, thermal stresses is decreased in the boiler since the temperature difference between the water sent to the boiler and the evaporated water decreases. Release of gases in the water becomes easier and the thermal efficiency of the boiler increases.
One of the most important factor that effect to the boiler performance is carbon dioxide ratio, So is corrosion. If the flue gas is clean, the flue gas temperature of the economiser exit is low, too. The flue gases that given to the flue from a boiler generally is hight 40 – 80 degree from boiler running regime temperature. While the boiler running temperature is increased, the energy amount that released to the enviroment is increased. If the part of this waste heat is recovered, it ensure the fuel saving by the system and the boiler efficient is increased. Economizers transfer some of the heat on the smoke gases to the circulating water in their bodies and thus, provide recovery.
The heat that recovered can given to boiler feed water or the water that used as the aim of heating, washing etc. ıf the heat that will be recovered will transferred to gas or air, the air heaters are used. the boiler sizes depends flue gas outlet temperature, boiler working regime, intrinsic efficiency of the boiler, boiler - burner compatibility, the kind of fuel. The economiser outlet temperature is determined according the kind of fuel, the working conditions of fluid that heat will be transferred. The heat amount that will be recovered in economiser depends on boiler flue gas outlet temperature, economiser outlet temperature of flue gas.
The greater the temperature difference of the smoke gases entering and exiting the economizer, the greater the recovered heat. However, in order to prevent condensation of acid gases causing corrosion, the temperature of the waste gases should not fall below a certain degree. In an economizer, it is possible to utilize economically from gases with 220 degrees and above in diesel, fuel oil and coal fired boilers. The minimum level of flue gas temperature that can be reached in the fşue gas recovery system flue gas depends on the type of fuel used. Economiser gas outlet temperature is 180 degree in the the boilers that fuel oil burning. This can decrease until 150 degree in the diesel fuel boilers.
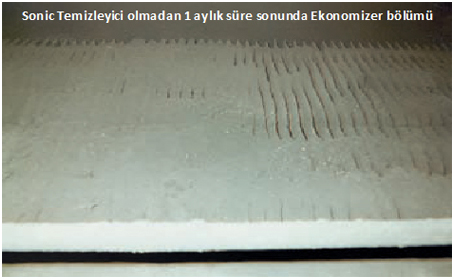
Ash condensation is most observed in the economiser, mostly. if we don't dispose of the ash in this regions, regularly, There will be problem in economiser heat-exchange surfaces. ( especially for engineers at energy power plants ) This cleaning cause low efficient that create long interruptions, if ash is not disposed of. The planning this cleaning and make as safety is difficult.
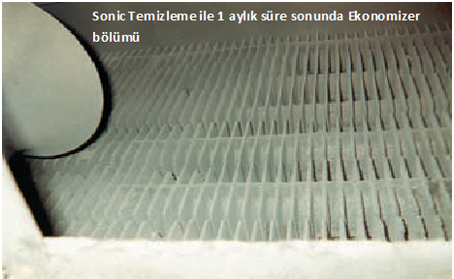
Acoustic cleansers send sound to the economizer at short but regular intervals, while the filter removes the particles. In the end of the operation, the economiser make all surfaces free from all of the particles without damage the surfaces. In the economizers with sound finned pipe type produced by acoustic cleaners, steam provides higher efficiency than sootblowers. The steam soot blowers that used finned pipe type economiser is insufficient in depth effect and between the wings. But, the efficiency is high because of the sound will be reached comfortably to blind points. Acoustic cleaners are fast and cost-effective.
The ash that at the economiser region is powder consistency. Especially, its is easily transferred to gas flow by sonic horn. In addition, the ash volume to be released into the flue-gas flow is less than once every 10 minutes and for 10 seconds. Thus, it provides convenience for filter-suction system.
Installation Examples;
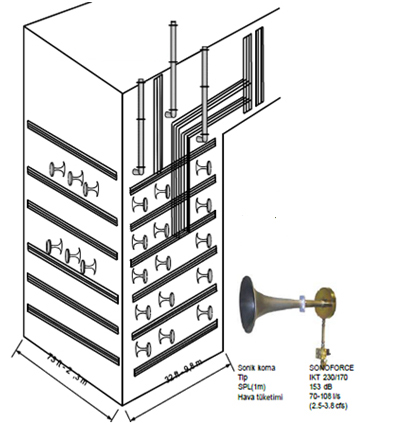
In this system, 8 pieces steam soot blowers are planned for each layer during the production process and the system was commissioned. But steam soot blowers don't have effect deeply, especially on the finned tube bundles. Ash removal feature decreases with incresing depth. On the other hand, this systems are not commissioned frequently due to pressurized steam consumption, and they caused energy loss. In the system above, Just 4 pieces sonic soot blower were used instead of 8 pieces steam soot blower, and provided equal ash disposal in the whole system.
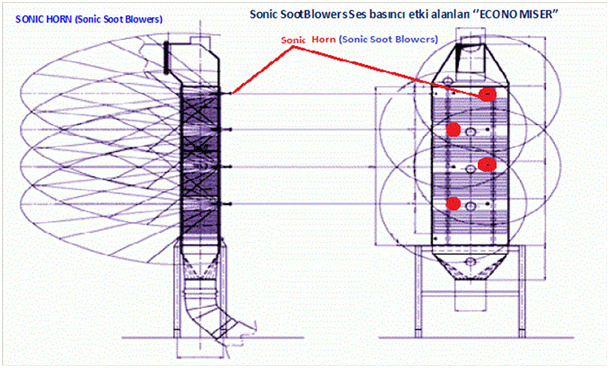
The sound is propagated equally to each point like within the circular (3 dimension spherical) domains shown in the drawing below. So, Ash formation isnt able to formed in this domains. The fact that operating system is fed from factory air has lowered operating costs considerably. The system will able to provide economic recovery by use dry steam instead of consuming it.
Wansley Power Plant, ABD
Sonic Horn Soot blowers have replaced steam soot blower.

